Продукты





Машина для формования порошковой проволоки
Процесс формования порошковой сварочной проволоки является ключевым моментом качества в процессе производства сварочной проволоки.Процесс формования заключается в раскатывании стальной полосы в форму и добавлении смешанного порошка для получения полуфабриката из порошковой сварочной проволоки.
Основные компоненты формовочной машины включают в себя: основание оборудования, смазку стальной ленты, 8 комплектов вертикальных роликовых стоек, 7 комплектов горизонтальных роликовых стоек, устройство подачи порошка, бункер, двигатель и трансмиссионный механизм, систему управления и т. д. В зависимости от различий в продукции клиента. , структура оборудования будет другой.
| Параметры производства порошковой проволоки из нержавеющей стали | 1. Материал стальной полосы: 304, 410, 430 и другие материалы из нержавеющей стали. 2. Размер стальной полосы: 0,4x10 мм, 0,3x10 мм или другие размеры по индивидуальному заказу. 3. Обычная рабочая скорость импорта стальных лент составляет ≥60 метров/мин. 4. Проектная мощность производственной линии: 900 тонн/год. Основа расчета: полоса нержавеющей стали 0,4х10 мм, 24-часовая система. 5. Точность заполнения составляет ±0,3 (обнаружение одного порошка с насыпной плотностью более 1,5 г/м³). |
| Параметры производства порошковой проволоки из углеродистой стали | 1. Материал стальной полосы: SPCC и другие материалы из углеродистой стали. 2. Размер полосы: 1,0 x 14 мм, 0,9 x 13,2 мм, 0,8 x 12 мм или другие размеры по индивидуальному заказу. 3. Обычная рабочая скорость импорта стальных лент составляет ≥90 м/мин. 4. Проектная мощность производственной линии: 4000 тонн/год. Основа расчета: на основе полосы углеродистой стали размером 1,0 x 14 мм, 24-часовая система. Точность заполнения составляет ±0,3 (обнаружение одного порошка с насыпной плотностью более 1,5 г/м³). |
| Параметры производства порошковой проволоки для наплавочной сварки | 1. Материал стальной полосы: SPCC и другие материалы из углеродистой стали. 2. Размер полосы: 0,5 x 16 мм, 0,6 x 6 мм или другие размеры по индивидуальному заказу. 3. Нормальная рабочая скорость и расчетная производительность импорта стальной полосы определяются в соответствии со спецификациями наплавочного продукта. 4. Точность заполнения составляет ±0,3 (обнаружение одного порошка с насыпной плотностью более 1,5 г/м³). |


Масленка для стальной ленты
1. Уменьшите износ валков, улучшите стабильность формовки и облегчите увеличение скорости;
2. Прецизионный масляный насос контролирует количество подаваемого масла и не влияет на состав наплавленного металла сварочной проволоки;
3. Специальное масло, очень летучее, без остатков и не увеличивает содержание водорода в сварочной проволоке.
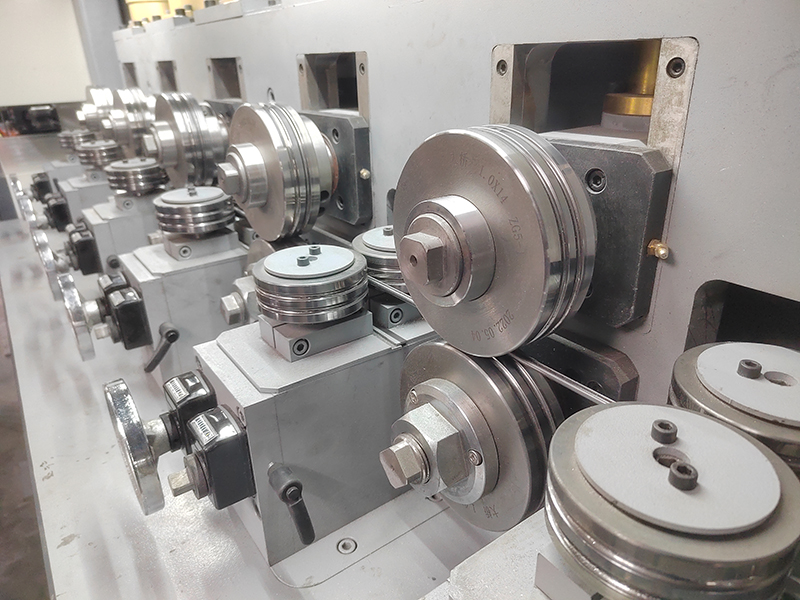
Роликовая подставка
1. Стойка для роликов изготовлена из кованой стали марки 45#, что обеспечивает высокую стабильность, высокую точность, а также прочную и долговечную конструкцию;
2. Оснащен разнонаправленным устройством точной настройки ролика, его переднее и заднее, а также верхнее и нижнее положения можно точно настроить без остановки оборудования;
3. Оснащен цифровым циферблатом и маховиком для удобства эксплуатации и повышения точности.
Ленточный дозатор порошка
1. В ленте подачи порошка используется цельная лента;
2. Автоматическая компенсация натяжения ремня для предотвращения скольжения;
3. Снимите и установите два винта, чтобы заменить ремень. Эта процедура занимает несколько минут;
4. Бункер нагревается и не впитывает влагу для сохранения тепла медицинского порошка;
5. Волоконно-оптический датчик обнаруживает недостаток порошка/порошка в канавке стального ремня;
6. Отображение количества заполнения онлайн и сигнализация, если оно превышает установленный диапазон;
7. Загрузочная заслонка точно отрегулирована и оснащена запирающим устройством, которое стабильно, надежно, настроено и предотвращает неправильное использование.8. Сервопривод добавления порошка связан со скоростью стальной ленты, а двойной энкодер откалиброван для компенсации скорости потери порошка при различных скоростях стальной ленты с помощью кривой скорости добавления порошка.