Produse





Mașină de turnat sârmă cu miez flux
Procesul de formare a sârmei de sudare cu miez de flux este un punct cheie de calitate în procesul de fabricare a sârmei de sudare.Procesul de formare este de a rula banda de oțel în formă și de a adăuga pulbere amestecată pentru a face un produs semifinit din sârmă de sudare cu miez de flux.
Componentele principale ale mașinii de formare includ: bază de echipament, ungere cu curele de oțel, 8 seturi de suporturi verticale cu role, 7 seturi de suporturi orizontale cu role, alimentator de pulbere, siloz, motor și mecanism de transmisie, sistem de control etc. În funcție de diferențele de produse ale clientului , structura echipamentului va fi diferită.
| Parametrii de producție ai sârmei cu miez flux din oțel inoxidabil | 1. Material bandă de oțel: 304, 410, 430 și alte materiale din oțel inoxidabil. 2. Dimensiunea benzii de oțel: 0.4mmX10mm, 0.3mmX10mm sau alte dimensiuni personalizate. 3. Viteza normală de lucru a importului centurii de oțel este ≥60 metri/min. 4. Capacitate de proiectare a liniei de producție: 900 tone/an. Baza de calcul: bandă din oțel inoxidabil 0,4mmX10mm, sistem 24 de ore. 5. Precizia ratei de umplere este de ± 0,3 (detecția unei singure pulberi cu densitate în vrac mai mare de 1,5 g/m³) |
| Parametrii de producție a sârmei cu miez din oțel carbon | 1. Material bandă de oțel: SPCC și alte materiale din oțel carbon. 2. Dimensiunea benzii: 1.0mmX14mm, 0.9mmX13.2mm, 0.8mX12mm sau alte dimensiuni personalizate 3. Viteza normală de lucru a importului centurii de oțel este ≥90 m/min. 4. Capacitate de proiectare a liniei de producție: 4.000 tone/an. Baza de calcul: Bazat pe bandă de oțel carbon de 1,0 mm X 14 mm, sistem de 24 de ore Precizia ratei de umplere este de ± 0,3 (detecția unei singure pulberi cu densitate în vrac mai mare de 1,5 g/m³) |
| Parametrii de producție ai sârmei cu miez flux pentru sudarea la suprafață | 1. Material bandă de oțel: SPCC și alte materiale din oțel carbon. 2. Dimensiunea benzii: 0.5mmX16mm, 0.6mmX6mm sau alte dimensiuni personalizate 3. Viteza normală de lucru și capacitatea de proiectare a importului benzii de oțel sunt determinate în funcție de specificațiile produsului de suprafață. 4. Precizia ratei de umplere este de ± 0,3 (detecția unei singure pulberi cu densitate în vrac mai mare de 1,5 g/m³) |


Ungator de curea de otel
1. Reduceți uzura rolei, îmbunătățiți stabilitatea formării și facilitați creșterea vitezei;
2. Pompa de ulei de precizie controlează cantitatea de ulei aplicată și nu afectează compoziția metalică depusă a firului de sudură;
3. Ulei special, foarte volatil, fără reziduuri și nu va crește conținutul de hidrogen al sârmei de sudură.
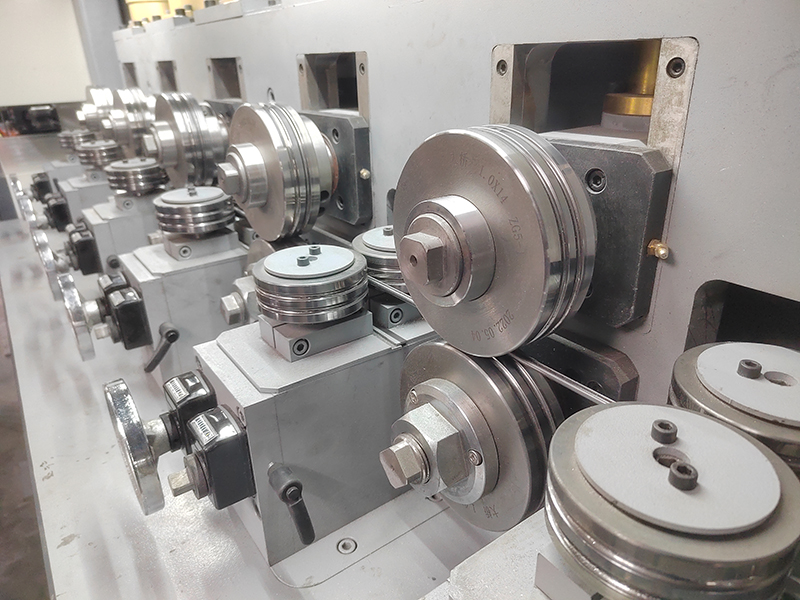
Stand cu role
1. Suportul de role este fabricat din oțel forjat 45# în ansamblu, care are stabilitate puternică, precizie ridicată și o structură solidă și durabilă;
2. Echipat cu un dispozitiv de reglare fină a rolelor multidirecționale, pozițiile față și spate și sus și jos ale rolei pot fi reglate fin fără a opri echipamentul;
3. Echipat cu cadran digital și roată de mână pentru o operare ușoară și o precizie mai mare.
Adăugător de pulbere cu centură
1. Cureaua de alimentare cu pulbere folosește o centură nearticulată;
2. Compensarea automată a tensiunii curelei pentru a preveni alunecarea;
3. Scoateți și instalați două șuruburi pentru a înlocui cureaua, care durează câteva minute pentru a finaliza;
4. Silozul este încălzit și nu absoarbe umezeala pentru păstrarea căldurii pulberii medicamentoase;
5. Sonda cu fibră optică detectează lipsa de pulbere/pulbere goală în canalul curelei de oțel;
6. Afișați online cantitatea de umplere și alarmați dacă depășește intervalul setat;
7. Poarta de alimentare este reglată cu precizie și echipată cu un dispozitiv de blocare, care este stabil, fiabil, parametrizat și previne funcționarea greșită.8. Servocul de adăugare a pulberii este legat de viteza curelei de oțel, iar codificatorul dublu este calibrat pentru a compensa rata de pierdere a pulberii la diferite viteze ale curelei de oțel prin curba vitezei de adăugare a pulberii.