Produkty





Maszyna do formowania drutu proszkowego
Proces formowania drutu spawalniczego z topnikiem jest kluczowym elementem zapewniającym jakość w procesie produkcji drutu spawalniczego.Proces formowania polega na zwinięciu taśmy stalowej w odpowiedni kształt i dodaniu zmieszanego proszku w celu wytworzenia półproduktu z drutu spawalniczego z topnikiem.
Główne elementy maszyny formującej to: baza sprzętowa, smarowanie pasów stalowych, 8 zestawów pionowych stojaków rolkowych, 7 zestawów poziomych stojaków rolkowych, podajnik proszku, silos, silnik i mechanizm przekładniowy, system sterowania itp. Według różnic produktowych klienta , struktura sprzętu będzie inna.
| Parametry produkcyjne drutu proszkowego ze stali nierdzewnej | 1. Materiał taśmy stalowej: 304, 410, 430 i inne materiały ze stali nierdzewnej. 2. Rozmiar taśmy stalowej: 0,4 mm x 10 mm, 0,3 mm x 10 mm lub inne niestandardowe rozmiary. 3. Normalna prędkość robocza importu taśm stalowych wynosi ≥60 metrów/min. 4. Wydajność projektowa linii produkcyjnej: 900 ton/rok. Podstawa obliczeń: Taśma ze stali nierdzewnej 0,4 mm x 10 mm, system 24-godzinny. 5. Dokładność szybkości napełniania wynosi ±0,3 (wykrywanie pojedynczego proszku o gęstości nasypowej większej niż 1,5 g/m3) |
| Parametry produkcji drutu proszkowego ze stali węglowej | 1. Materiał taśmy stalowej: SPCC i inne materiały ze stali węglowej. 2. Rozmiar paska: 1,0 mm x 14 mm, 0,9 mm x 13,2 mm, 0,8 m x 12 mm lub inne niestandardowe rozmiary 3. Normalna prędkość robocza importu taśmy stalowej wynosi ≥90 m/min. 4. Wydajność projektowa linii produkcyjnej: 4000 ton/rok. Podstawa obliczeń: Na podstawie taśmy ze stali węglowej 1,0 mm x 14 mm, system 24-godzinny Dokładność szybkości napełniania wynosi ±0,3 (wykrywanie pojedynczego proszku o gęstości nasypowej większej niż 1,5 g/m3) |
| Parametry produkcyjne drutu proszkowego do napawania | 1. Materiał taśmy stalowej: SPCC i inne materiały ze stali węglowej. 2. Rozmiar paska: 0,5 mm x 16 mm, 0,6 mm x 6 mm lub inne niestandardowe rozmiary 3. Normalną prędkość roboczą i wydajność projektową importu taśm stalowych określa się zgodnie ze specyfikacją produktu do nawierzchni. 4. Dokładność szybkości napełniania wynosi ±0,3 (wykrywanie pojedynczego proszku o gęstości nasypowej większej niż 1,5 g/m3) |


Olejarka do paska stalowego
1. Zmniejsz zużycie walców, popraw stabilność formowania i ułatwij zwiększenie prędkości;
2. Precyzyjna pompa olejowa kontroluje ilość stosowanego oleju i nie wpływa na skład metalu osadzonego na drucie spawalniczym;
3. Specjalny olej, bardzo lotny, nie pozostawiający śladów i nie zwiększający zawartości wodoru w drucie spawalniczym.
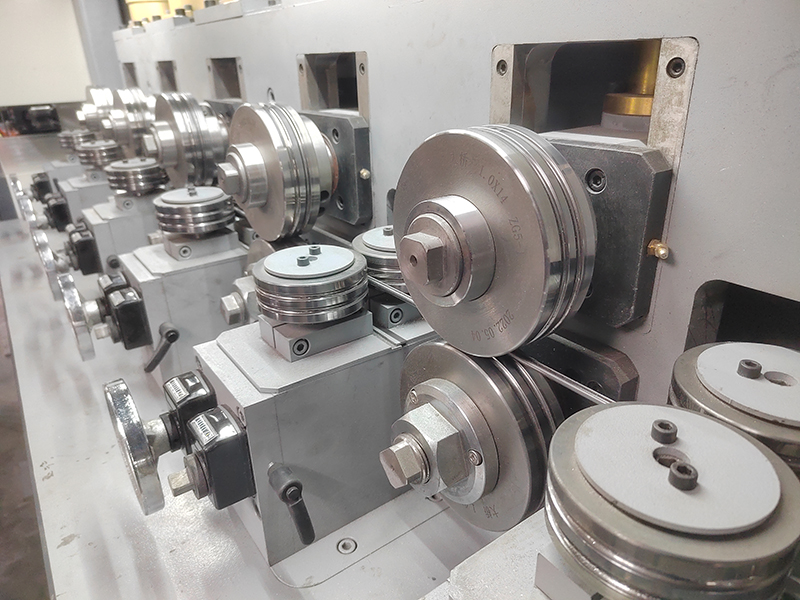
Stojak na rolkę
1. Stojak na rolki wykonany jest w całości z kutej stali 45 #, która charakteryzuje się dużą stabilnością, wysoką precyzją oraz solidną i trwałą konstrukcją;
2. Wyposażony w wielokierunkowe urządzenie do precyzyjnego dostrajania rolek, położenie walca z przodu i z tyłu oraz w górę i w dół można precyzyjnie dostroić bez zatrzymywania sprzętu;
3. Wyposażony w cyfrowe pokrętło i pokrętło dla łatwej obsługi i większej dokładności.
Dodatek proszku do paska
1. Pas podający proszek wykorzystuje pas bez przegubu;
2. Automatyczna kompensacja napięcia paska, aby zapobiec poślizgowi;
3. Wykręć i zainstaluj dwie śruby, aby wymienić pasek, co zajmuje kilka minut;
4. Silos jest podgrzewany i nie pochłania wilgoci w celu zachowania ciepła proszku leczniczego;
5. Sonda światłowodowa wykrywa pusty proszek/brak proszku w rowku paska stalowego;
6. Wyświetlaj online ilość napełnienia i alarmuj, jeśli przekracza ustawiony zakres;
7. Brama podająca jest precyzyjnie wyregulowana i wyposażona w blokadę, która jest stabilna, niezawodna, sparametryzowana i zapobiega nieprawidłowemu działaniu.8. Serwo dodawania proszku jest powiązane z prędkością taśmy stalowej, a podwójny enkoder jest skalibrowany w celu kompensacji szybkości utraty proszku przy różnych prędkościach taśmy stalowej poprzez krzywą prędkości dodawania proszku.