Produktai





Fluxus laidų liejimo mašina
Suvirinimo vielos su šerdimi formavimo procesas yra pagrindinis kokybės taškas suvirinimo vielos gamybos procese.Formavimo procesas yra plieninės juostelės suvyniojimas į formą ir sumaišytų miltelių įdėjimas, kad būtų pagamintas pusgaminis iš suvirinimo vielos su šerdimi.
Pagrindinės formavimo mašinos sudedamosios dalys: įrangos bazė, plieninio diržo alyvavimas, 8 vertikalių ritininių stovų komplektai, 7 horizontalių ritininių stovų komplektai, miltelių tiektuvas, silosas, variklis ir transmisijos mechanizmas, valdymo sistema ir kt. Pagal kliento gaminių skirtumus. , įrangos struktūra bus kitokia.
| Nerūdijančio plieno fliusinės vielos gamybos parametrai | 1. Plieninės juostos medžiaga: 304, 410, 430 ir kitos nerūdijančio plieno medžiagos. 2. Plieninės juostelės dydis: 0,4 mm x 10 mm, 0,3 mm x 10 mm arba kiti pritaikyti dydžiai. 3. Įprastas plieninio diržo importo greitis yra ≥60 metrų/min. 4. Gamybos linijos projektinis pajėgumas: 900 tonų/metus. Skaičiavimo pagrindas: Nerūdijančio plieno juosta 0,4mmX10mm, 24 valandų sistema. 5. Pripildymo greičio tikslumas yra ±0,3 (pavienių miltelių aptikimas, kai tūrinis tankis didesnis nei 1,5 g/m³) |
| Anglies plieno fliusinės vielos gamybos parametrai | 1. Plieninės juostos medžiaga: SPCC ir kitos anglinio plieno medžiagos. 2. Juostos dydis: 1,0 mm x 14 mm, 0,9 mm x 13,2 mm, 0,8 x 12 mm arba kiti pritaikyti dydžiai 3. Įprastas plieninio diržo importo greitis yra ≥90 m/min. 4. Gamybos linijos projektinis pajėgumas: 4000 tonų/metus. Skaičiavimo pagrindas: Remiantis anglies plieno juostele 1,0 mmX 14 mm, 24 valandų sistema Pripildymo greičio tikslumas yra ±0,3 (pavienių miltelių aptikimas, kai tūrinis tankis didesnis nei 1,5 g/m³) |
| Paviršiniam suvirinimui skirtos fliusinės vielos gamybos parametrai | 1. Plieninės juostos medžiaga: SPCC ir kitos anglinio plieno medžiagos. 2. Juostos dydis: 0,5 mm x 16 mm, 0,6 mm x 6 mm arba kiti pritaikyti dydžiai 3. Įprastas plieninės juostos importo darbinis greitis ir projektinis pajėgumas nustatomi pagal dangos gaminio specifikaciją. 4. Pripildymo greičio tikslumas yra ±0,3 (pavienių miltelių aptikimas, kai tūrinis tankis didesnis nei 1,5 g/m³) |


Plieninio diržo alyva
1. Sumažinkite ritinėlio susidėvėjimą, pagerinkite formavimo stabilumą ir palengvinkite greičio didinimą;
2. Tikslus alyvos siurblys kontroliuoja tepamos alyvos kiekį ir nedaro įtakos suvirinimo vielos nusėdusiai metalo sudėčiai;
3. Speciali alyva, labai laki, be likučių ir nepadidins vandenilio kiekio suvirinimo vieloje.
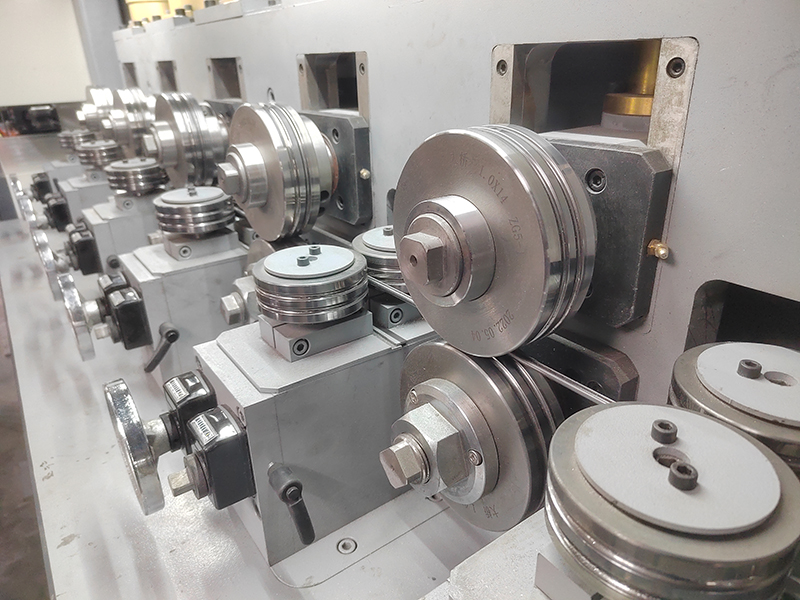
Ritininis stovas
1. Ritinio stovas yra pagamintas iš 45 # kalto plieno, kuris turi stiprų stabilumą, didelį tikslumą ir tvirtą bei patvarią struktūrą;
2. Įrengtas kelių krypčių volelio koregavimo įtaisas, priekinės ir galinės bei aukštyn ir žemyn esančios volo padėtis gali būti tiksliai sureguliuotos nestabdant įrangos;
3. Įrengtas skaitmeninis ciferblatas ir rankinis ratas, kad būtų lengviau valdyti ir pasiekti didesnį tikslumą.
Juostinis miltelių papildiklis
1. Miltelių padavimo diržas naudoja nesujungtą diržą;
2. Automatinis diržo įtempimo kompensavimas, apsaugantis nuo slydimo;
3. Išsukite ir įsukite du varžtus, kad pakeistumėte diržą, o tai užtruks kelias minutes;
4. Silosas yra šildomas ir nesugeria drėgmės vaisto miltelių šilumos išsaugojimui;
5. Optinio pluošto zondas aptinka tuščių miltelių/miltelių trūkumą plieninio diržo griovelyje;
6. Rodyti užpildymo kiekį internete ir signalizuoti, jei jis viršija nustatytą diapazoną;
7. Maitinimo vartai yra tiksliai sureguliuoti ir aprūpinti fiksatoriumi, kuris yra stabilus, patikimas, parametrizuotas, neleidžiantis netinkamai veikti.8. Miltelių pridėjimo servo mechanizmas yra susietas su plieninio diržo greičiu, o dvigubas kodavimo įrenginys sukalibruotas taip, kad miltelių pridėjimo greičio kreivė kompensuotų miltelių praradimo greitį esant skirtingiems plieninio diržo greičiams.