Өнімдер





Өзекті сымды қалыптау машинасы
Ағынды дәнекерлеу сымын қалыптастыру процесі дәнекерлеу сымын өндіру процесінде негізгі сапа нүктесі болып табылады.Қалыптастыру процесі флюсті дәнекерлеу сымынан жартылай фабрикат жасау үшін болат жолақты пішінге айналдыру және аралас ұнтақ қосу болып табылады.
Қалыптау машинасының негізгі құрамдас бөліктеріне мыналар жатады: жабдықтың негізі, болат таспаны майлау, тік роликті тіректердің 8 жиынтығы, көлденең роликті тіректердің 7 жиынтығы, ұнтақ бергіш, силос, қозғалтқыш және трансмиссиялық механизм, басқару жүйесі және т.б. Тапсырыс берушінің өнім айырмашылығына сәйкес , жабдық құрылымы әртүрлі болады.
| Тот баспайтын болаттан жасалған ағынды сымның өндірістік параметрлері | 1. Болат жолақ материалы: 304, 410, 430 және басқа тот баспайтын болаттан жасалған материалдар. 2. Болат жолақ өлшемі: 0,4ммX10мм, 0,3ммX10мм немесе басқа теңшелген өлшемдер. 3. Болат белбеу импортының қалыпты жұмыс жылдамдығы ≥60 метр/мин. 4. Өндіріс желісінің жобалық қуаты: 900 тонна/жыл. Есептеу негізі: 0,4 ммX10 мм баспайтын болаттан жасалған жолақ, 24 сағаттық жүйе. 5. Толтыру жылдамдығының дәлдігі ±0,3 (көлемдік тығыздығы 1,5 г/м³-ден асатын бір ұнтақты анықтау) |
| Көміртекті болат флюсті сым өндірісінің параметрлері | 1. Болат жолақ материалы: SPCC және басқа көміртекті болат материалдар. 2. Жолақ өлшемі: 1,0ммX14мм, 0,9ммX13,2мм, 0,8мX12мм немесе басқа теңшелген өлшемдер 3. Болат белбеу импортының қалыпты жұмыс жылдамдығы ≥90 м/мин. 4. Өндіріс желісінің жобалық қуаты: 4000 тонна/жыл. Есептеу негізі: 1,0 ммX 14 мм көміртекті болаттан жасалған жолақ, 24 сағаттық жүйе негізінде Толтыру жылдамдығының дәлдігі ±0,3 (көлемдік тығыздығы 1,5 г/м³-ден асатын бір ұнтақты анықтау) |
| Беттік дәнекерлеуге арналған ағынды сымның өндірістік параметрлері | 1. Болат жолақ материалы: SPCC және басқа көміртекті болат материалдар. 2. Жолақ өлшемі: 0,5 мм X 16 мм, 0,6 мм X 6 мм немесе басқа теңшелген өлшемдер 3. Болат таспа импортының қалыпты жұмыс жылдамдығы мен жобалық қуаты жабындық өнімнің спецификациясына сәйкес анықталады. 4. Толтыру жылдамдығының дәлдігі ±0,3 (сыйымдылығы 1,5 г/м³-ден асатын ұнтақты бір рет анықтау) |


Болат белдік майлағыш
1. Орамның тозуын азайтыңыз, қалыптау тұрақтылығын жақсартыңыз және жылдамдықты арттыруға көмектесіңіз;
2. Дәлдік май сорғы қолданылатын майдың мөлшерін бақылайды және дәнекерлеу сымының тұндырылған металл құрамына әсер етпейді;
3. Арнайы май, өте ұшпа, қалдықсыз және дәнекерлеу сымының сутегі құрамын арттырмайды.
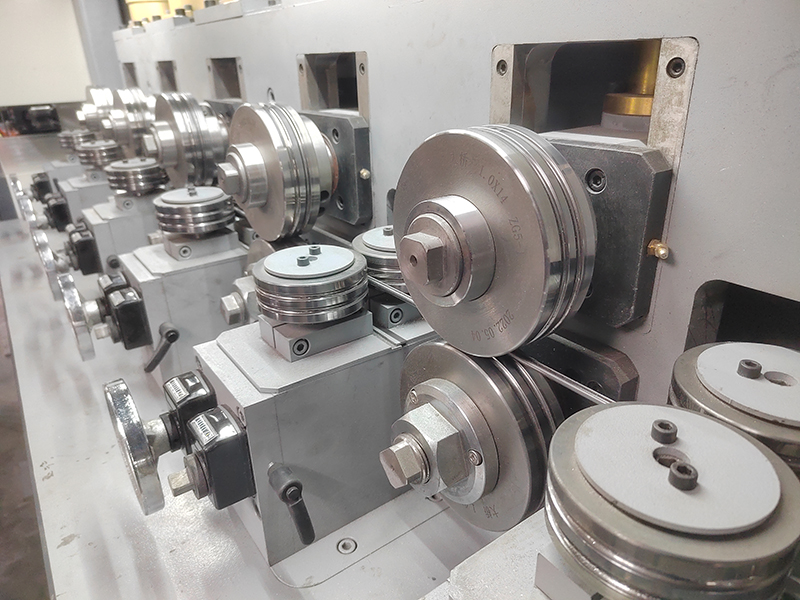
Роликті стенд
1. Орам стенді тұтастай алғанда 45# соғылған болаттан жасалған, ол күшті тұрақтылыққа, жоғары дәлдікке және берік және берік құрылымға ие;
2. Көп бағытты роликті дәл баптау құрылғысымен жабдықталған, роликтің алдыңғы және артқы және жоғары және төмен позицияларын жабдықты тоқтатпай дәл баптауға болады;
3. Оңай жұмыс істеу және жоғары дәлдік үшін сандық теру және қол дөңгелегімен жабдықталған.
Белдік ұнтағы
1. Ұнтақты азықтандыру белбеуі қосылмайтын белдікті пайдаланады;
2. Сырғып кетудің алдын алу үшін белдіктің тартылуының автоматты өтемі;
3. Белдікті ауыстыру үшін екі бұранданы алыңыз және орнатыңыз, оны аяқтауға бірнеше минут кетеді;
4. Силос жылытылады және ол дәрілік ұнтақты жылуды сақтау үшін ылғалды сіңірмейді;
5. Оптикалық талшықты зонд болат белдік ойығында бос ұнтақ/ұнтақ тапшылығын анықтайды;
6. Толтыру сомасын желіде көрсету және ол белгіленген ауқымнан асып кетсе, дабыл беру;
7. Азықтандыру қақпасы дәл реттеледі және құлыптау құрылғысымен жабдықталған, ол тұрақты, сенімді, параметрленген және дұрыс жұмыс істемеуін болдырмайды.8. Ұнтақты қосу сервосы болат белбеу жылдамдығымен байланыстырылады және ұнтақ қосу жылдамдығының қисығы арқылы әртүрлі болат белдік жылдамдықтарында ұнтақ жоғалту жылдамдығын өтеу үшін қос кодтаушы калибрленеді.