прадукты





Машына для фармавання парашковай дроту
Працэс фармавання парашковага зварачнага дроту з'яўляецца ключавым момантам якасці ў працэсе вытворчасці зварачнага дроту.Працэс фармавання заключаецца ў скручванні сталёвай паласы ў форму і дабаўленні змешанага парашка для атрымання паўфабрыката з парашковага зварачнага дроту.
Асноўныя кампаненты фармовачнай машыны ўключаюць у сябе: аснову абсталявання, змазку сталёвай стужкі, 8 камплектаў вертыкальных ролікавых стэндаў, 7 камплектаў гарызантальных ролікавых стэндаў, падачу парашка, сілас, рухавік і трансмісійны механізм, сістэму кіравання і г. д. У адпаведнасці з адрозненнямі прадукту кліента , структура абсталявання будзе іншай.
| Вытворчыя параметры парашковага дроту з нержавеючай сталі | 1. Матэрыял сталёвай паласы: 304, 410, 430 і іншыя матэрыялы з нержавеючай сталі. 2. Памер сталёвай паласы: 0,4 мм X 10 мм, 0,3 мм X 10 мм або іншыя індывідуальныя памеры. 3. Нармальная рабочая хуткасць імпарту сталёвага пояса складае ≥60 метраў/мін. 4. Праектная магутнасць вытворчай лініі: 900 тон/год. Аснова разліку: стужка з нержавеючай сталі 0,4 мм X 10 мм, кругласутачная сістэма. 5. Дакладнасць хуткасці напаўнення складае ±0,3 (выяўленне аднаго парашка з насыпной шчыльнасцю больш за 1,5 г/м³) |
| Параметры вытворчасці парашковага дроту з вугляродзістай сталі | 1. Матэрыял сталёвай паласы: SPCC і іншыя матэрыялы з вугляродзістай сталі. 2. Памер паласы: 1.0mmX14mm, 0.9mmX13.2mm, 0.8mX12mm або іншыя індывідуальныя памеры 3. Нармальная рабочая хуткасць імпарту сталёвага пояса складае ≥90 м/мін. 4. Праектная магутнасць вытворчай лініі: 4000 тон/год. Аснова разліку: на аснове стужкі з вугляродзістай сталі 1,0 мм X 14 мм, 24-гадзінная сістэма Дакладнасць хуткасці запаўнення складае ±0,3 (выяўленне аднаго парашка з насыпной шчыльнасцю больш за 1,5 г/м³) |
| Вытворчыя параметры парашковага дроту для наплавкі | 1. Матэрыял сталёвай паласы: SPCC і іншыя матэрыялы з вугляродзістай сталі. 2. Памер паласы: 0,5 мм X 16 мм, 0,6 мм X 6 мм або іншыя індывідуальныя памеры 3. Нармальная рабочая хуткасць і праектная магутнасць імпарту стальной стужкі вызначаюцца ў адпаведнасці са спецыфікацыяй прадукту для наплаўкі. 4. Дакладнасць хуткасці напаўнення складае ±0,3 (выяўленне аднаго парашка з насыпной шчыльнасцю больш за 1,5 г/м³) |


Масленка для сталёвага стужкі
1. Паменшыць знос валкоў, палепшыць стабільнасць фармавання і спрыяць павелічэнню хуткасці;
2. Прэцызійны алейны помпа кантралюе колькасць нанесенага алею і не ўплывае на металічны склад зварачнага дроту;
3. Спецыяльнае масла, вельмі лятучае, без рэшткаў і не павялічвае ўтрыманне вадароду ў зварачным дроце.
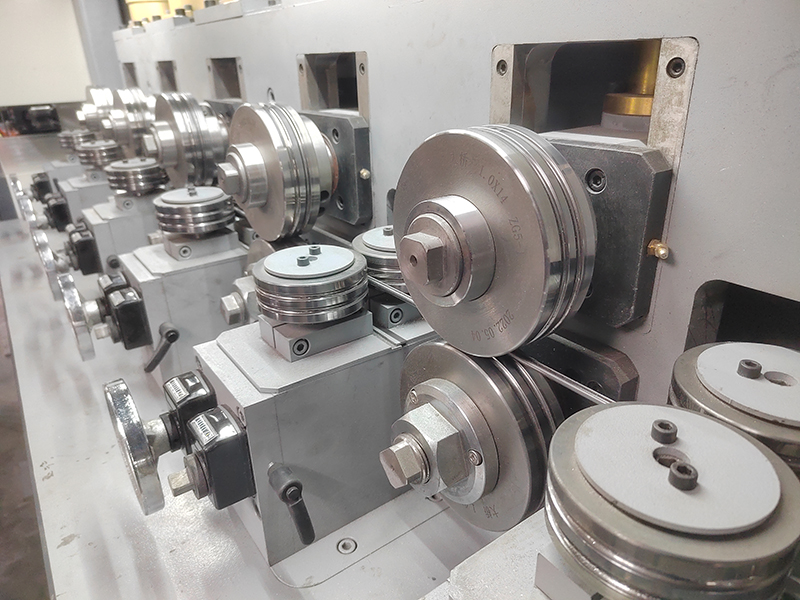
Ролікавая стойка
1. Падстаўка для рулонаў выраблена з каванай сталі 45# у цэлым, якая валодае моцнай устойлівасцю, высокай дакладнасцю і трывалай і трывалай структурай;
2. Абсталяваны рознанакіраваным прыладай для тонкай налады роліка, пярэдняе і задняе становішча, а таксама становішча роліка ўверх і ўніз можна наладзіць без прыпынку абсталявання;
3. Абсталяваны лічбавым цыферблатам і штурвалом для лёгкага кіравання і больш высокай дакладнасці.
Істужачны парашковы сумнік
1. Рэмень для падачы парашка выкарыстоўвае несумесны рэмень;
2. Аўтаматычная кампенсацыя нацяжэння рамяня для прадухілення слізгацення;
3. Выдаліце і ўсталюйце два шрубы, каб замяніць рэмень, што зойме некалькі хвілін;
4. Сілас награваецца, і ён не ўбірае вільгаць для захавання цяпла парашка медыцыны;
5. Зонд з аптычнага валакна выяўляе пусты парашок/недахоп парашка ў канаўцы сталёвага рамяня;
6. Адлюстраванне колькасці напаўнення ў рэжыме онлайн і сігналізацыя, калі яно перавышае зададзены дыяпазон;
7. Шлюз кармлення дакладна адрэгуляваны і абсталяваны фіксатарам, які з'яўляецца стабільным, надзейным, параметрізаваным і прадухіляе няправільную працу.8. Сервапрывад дадання парашка звязаны са хуткасцю сталёвай стужкі, а двайны кадавальнік адкалібраваны для кампенсацыі хуткасці страт парашка пры розных хуткасцях сталёвай стужкі праз крывую хуткасці дадання парашка.